

ماشین کاری پرتو الکترونی (EBM) مخفف Electron Beam Machining یک فرآیند حرارتی است که برای حذف فلز در طول فرآیند ماشینکاری استفاده میشود. در ماشینکاری پرتو الکتریکی، از انرژی الکتریکی برای تولید الکترونهایی با انرژی بالا استفاده میشود.
در فرآیند ماشینکاری با پرتو الکترونی، یک پرتو متمرکز با سرعت بالا از الکترون ها برای حذف فلز از قطعه کار استفاده میشود.
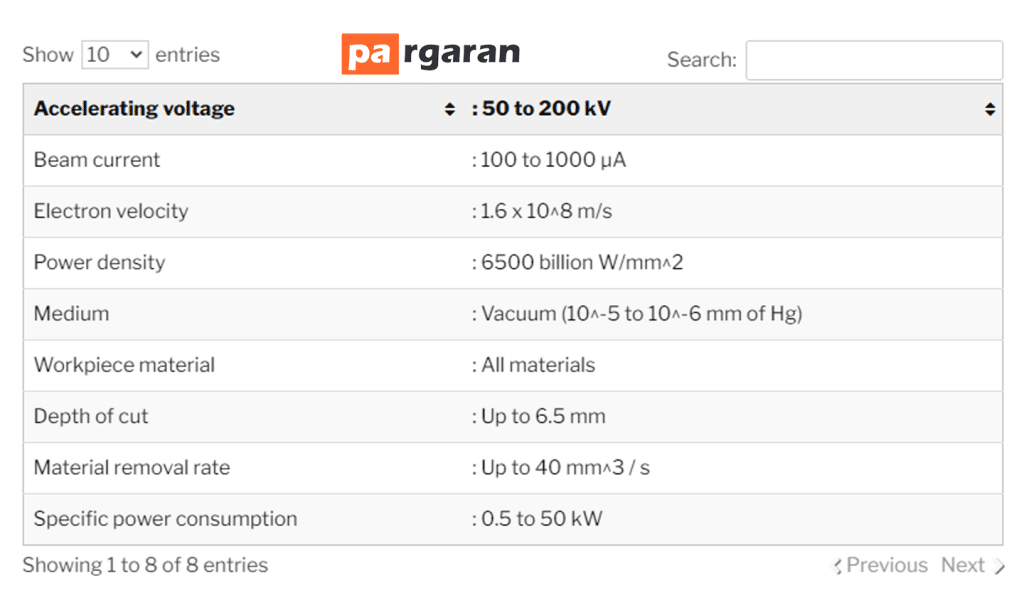
این الکترون ها با نصف سرعت نور حرکت میکنند، یعنی 1.6 x 10 ~ 8 m / s. این فرآیند برای خرد کردن مواد مناسب است.
در این مقاله اصل ماشینکاری پرتو الکترونی، ساخت، کار، نمودار، پارامتر فرآیند، مزایا، معایب فرآیند EBM را خواهیم دید. فرآیند EBM چندین کاربرد مهم دارد که در ادامه توضیح داده شد.
اصل ماشینکاری پرتو الکترونی (EBM):
هنگامی که پرتوی الکترون با سرعت بالا به قطعه کار برخورد میکند، انرژی جنبشی آن به گرما تبدیل میشود. این گرمای متمرکز باعث افزایش دمای مواد قطعه کار شده و مقدار کمی از آن را تبخیر میکند و در نتیجه مواد از قطعه کار خارج میشود.
انواع فرآیند EBM:
دو روش زیر در فرآیند EBM استفاده میشود.
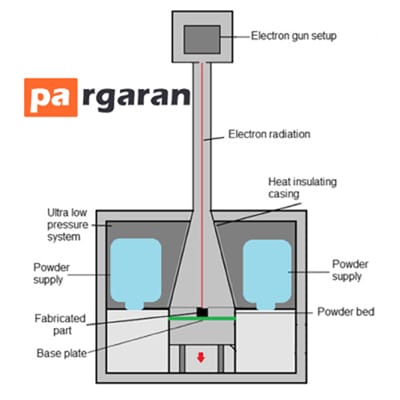
۱.ماشینکاری در داخل محفظه خلاء
۲. ماشینکاری در خارج از محفظه خلاء
ساخت و کار ماشینکاری پرتو الکترونی (EBM):
ساخت و ساز EBM:
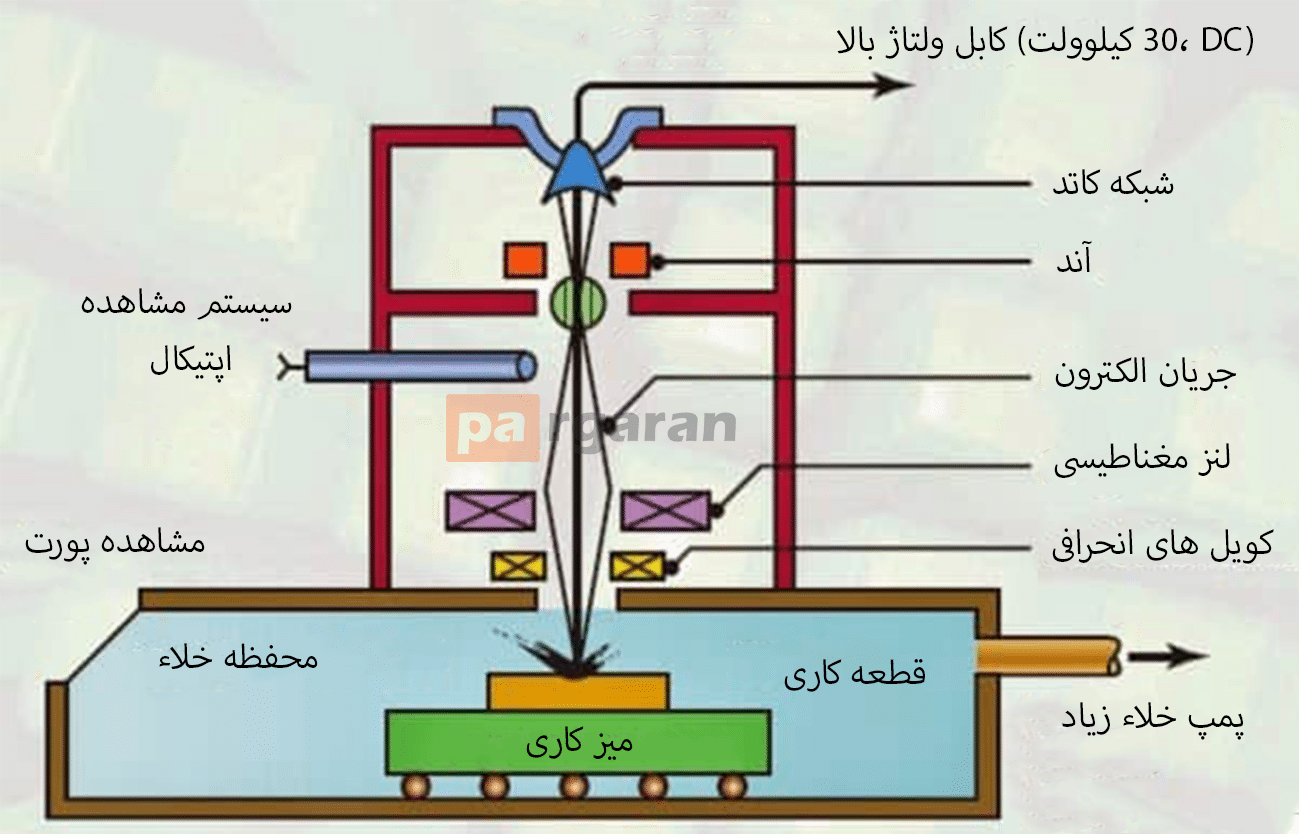
ترتیب شماتیک ماشینکاری پرتو الکترونی (EBM) در شکل نمایان است. این شامل یک تفنگ الکترونی، دیافراگم، لنز فوکوس، سیم پیچ منحرف بادگیر، میز کار و … است. برای جلوگیری از برخورد الکترونهای شتابدار با مولکولهای هوا، خلاء لازم است. بنابراین، کل راه اندازی EBM محصور در یک محفظه خلاء، که حامل خلاء از مرتبه 10-5 تا IO-6 میلی متر جیوه است. این محفظه دارای دری است که قطعه کار از طریق آن روی میز قرار میگیرد. سپس درب بسته و مهر و موم میشود. تفنگ الکترونی مسئول انتشار الکترون است که از سه قسمت اصلی تشکیل میشود:
رشته تنگستن
که به ترمینال منفی منبع تغذیه DC متصل است و به عنوان کاتد عمل میکند.
فنجان توری
که بر پایه فیلامنت منفی است.
آند
که به ترمینال مثبت منبع تغذیه DC وصل میشود.
عدسی فوکوس برای تمرکز الکترون ها در یک نقطه استفاده میشود و پرتو الکترونی را تا سطح مقطع ۰.۰۱ تا ۰.۰۲ میلی متر کاهش میدهد. سیم پیچ انحرافی الکترومغناطیسی برای منحرف کردن پرتو الکترونی به نقاط مختلف روی قطعه کار استفاده میشود. همچنین میتوان از آن برای کنترل مسیر برش استفاده کرد.
دیاگرام EBM
عملکرد ماشینکاری پرتو الکترونی (EBM):
- هنگامی که منبع ولتاژ بالا DC به تفنگ الکترونی داده میشود، سیم رشته تنگستن گرم میشود و دما تا 2500 درجه سانتیگراد افزایش مییابد.
- به دلیل این دمای بالا، الکترون ها از رشته تنگستن ساطع میشوند. این الکترون ها توسط یک فنجان شبکه ای به سمت پایین هدایت میشوند و توسط آند جذب میشوند.
- الکترونهایی که از آند عبور میکنند، با اعمال 50 تا 200 کیلوولت در آند، شتاب میگیرند تا به سرعت بالایی به اندازه نصف سرعت نور (یعنی 1.6 x 10^8 m/s) برسند.
- سرعت بالای این الکترون ها تا زمانی که به قطعه کار برخورد کنند حفظ میشود. این امکان پذیر میشود زیرا الکترون ها از خلاء عبور کنید.
- این پرتو الکترونی با سرعت بالا، پس از خروج از آند، از دیافراگم تنگستن و سپس از عدسی متمرکز الکترومغناطیسی عبور میکند.
- از لنزهای فوکوس کننده برای متمرکز کردن پرتو الکترونی روی نقطه مورد نظر قطعه کار استفاده میشود.
- هنگامی که پرتو الکترونی بر سطح قطعه کار برخورد میکند، انرژی جنبشی الکترون های با سرعت بالا بلافاصله به انرژی گرمایی تبدیل میشود. این حرارت با شدت بالا، مواد کار را در نقطه برخورد پرتو ذوب و تبخیر میکند.
- از آنجایی که چگالی توان بسیار زیاد است (حدود ۶۵۰۰ میلیارد وات بر میلیمتر ^۲)، ذوب و تبخیر مواد در اثر ضربه چند میکروثانیه طول میکشد.
- این فرآیند در پالس های مکرر با مدت زمان کوتاه انجام میشود. فرکانس پالس ممکن است از ۱ تا ۱۶۰۰۰ هرتز و مدت زمان آن از ۴ تا ۶۵۰۰۰ میکروثانیه باشد.
- با تمرکز متناوب و خاموش کردن پرتو الکترونی، فرآیند برش را میتوان تا زمانی که نیاز باشد ادامه داد.
- یک دستگاه دید مناسب همیشه با دستگاه همراه است. بنابراین، مشاهده پیشرفت عملیات ماشینکاری برای اپراتور آسان میشود.
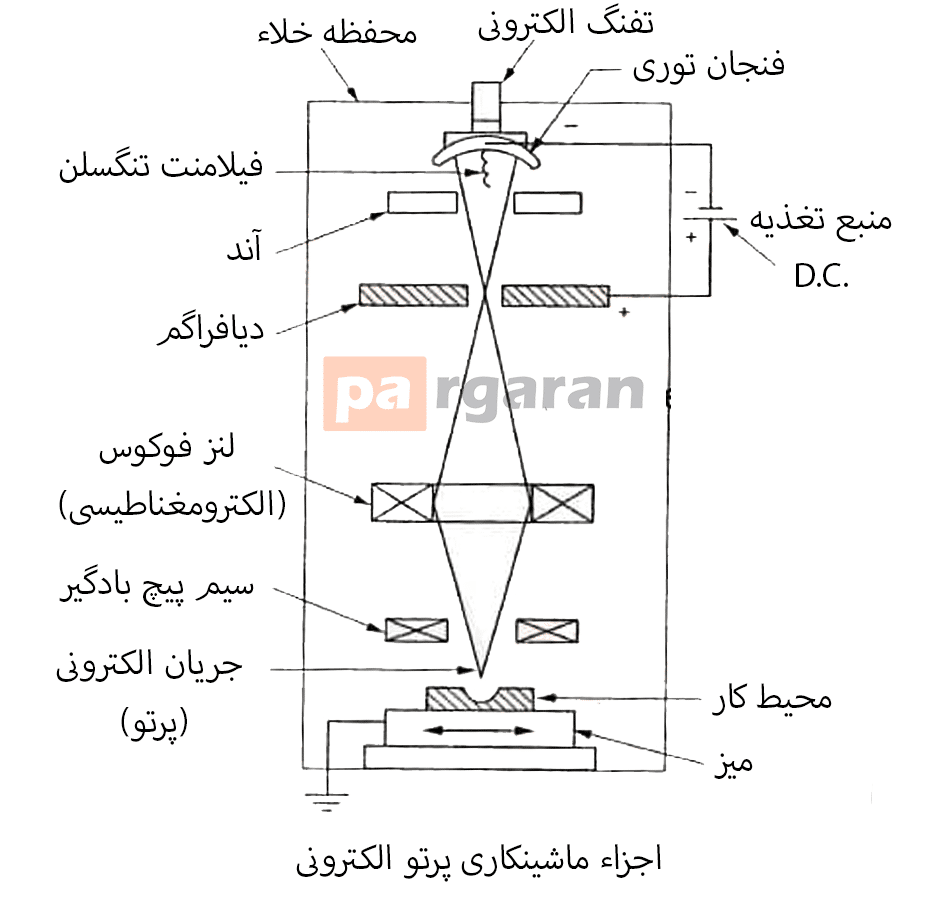
نمودار ماشین کاری پرتو الکترونی
ماشینکاری خارج از محفظه خلاء:
از آنجایی که سیستم خلاء کامل هزینه بیشتری دارد، توسعه اخیر امکان ماشینکاری در خارج از محفظه خلاء را فراهم کرده است.
در این آرایش، خلاء لازم در داخل تفنگ الکترونی حفظ میشود و گازها به محض ورود به سیستم خارج میشوند.
پارامترهای فرآیند:
پارامترهایی که تأثیر قابل توجهی بر شدت تیر و سرعت حذف فلز دارند:
۱. کنترل جریان.
۲. کنترل قطر لکه.
۳. کنترل فاصله کانونی لنز مغناطیسی.
ویژگی های فرآیندهای ماشینکاری پرتو الکترونی (EBM):
مزایای ماشینکاری پرتو الکترونی (EBM)
ماشینکاری پرتو الکترونی دارای مزایای زیر است:
- این یک فرآیند عالی برای تکمیل میکرو (میلی گرم در ثانیه) است.
- سوراخ های بسیار کوچک را میتوان در هر نوع ماده ای با دقت بالا تراشید.
- سوراخ هایی با اندازه ها و اشکال مختلف قابل تراشکاری هستند.
- هیچ تماس مکانیکی بین ابزار و قطعه کار وجود ندارد.
- این یک فرآیند سریعتر است. مواد سخت تر نیز میتوانند با سرعت بیشتری نسبت به ماشینکاری معمولی ماشین کاری شوند.
- مواد هادی الکتریکی را میتوان ماشین کاری کرد.
- آسیب فیزیکی و متالورژیکی به قطعه کار بسیار کمتر است.
- این فرآیند را میتوان به راحتی خودکار کرد.
- تلورانس های بسیار نزدیک به دست میآید.
- مواد شکننده و شکننده را میتوان ماشین کاری کرد.
معایب ماشینکاری پرتو الکترونی (EBM)
- سرعت حذف فلز بسیار کند است.
- هزینه تجهیزات بسیار بالاست.
- برای قطعات کار بزرگ مناسب نیست.
- برای کار با این دستگاه به اپراتورهای با مهارت های بالا نیاز داریم.
- مصرف انرژی ویژه بالا
- کمی مخروطی روی سوراخ ها ایجاد میشود.
- نیاز به خلاء اندازه قطعه کار را محدود میکند.
- فقط برای مواد نازک قابل استفاده است.
- در نقطه ای که پرتو الکترونی به مواد برخورد میکند، مقدار کمی ریخته گری مجدد و پاشش فلز روی سطح میتواند رخ دهد. پس از آن باید با تمیز کردن ساینده حذف شود.
- برای ایجاد سوراخ های عمیق کاملا استوانه ای مناسب نیست.
کاربرد ماشینکاری پرتو الکترونی (EBM)
- EBM عمدتا برای عملیات ریز ماشینکاری بر روی مواد نازک استفاده میشود. این عملیات شامل حفاری، سوراخ کردن، شکاف دهی و خط کشی و غیره است.
- حفاری سوراخ در دستگاه های دیفرانسیل فشار مورد استفاده در راکتورهای هسته ای، موتور هواپیما و … .
- برای از بین بردن شیرهای کوچک شکسته از سوراخ ها استفاده میشود.
- عملیات میکرو حفاری (تا ۰.۰۰۲ میلی متر) برای روزنه های نازک، قالب ها برای کشیدن سیم، قطعات میکروسکوپ های الکترونی، نازل های انژکتور برای موتورهای دیزل و … .
- یک تکنیک ریزماشین کاری معروف به “لیتوگرافی پرتو الکترونی” در ساخت کاتدهای انتشار میدانی، مدارهای مجتمع و حافظه های کامپیوتری استفاده میشود.
- این به ویژه برای ماشینکاری مواد با رسانایی حرارتی پایین و نقطه ذوب بالا مفید است.
پرسش و پاسخ ماشینکاری پرتو الکترونی (EBM):
1. اصل کار EBM را بیان کنید.
هنگامی که پرتوی الکترون با سرعت بالا به قطعه کار برخورد میکند، انرژی جنبشی آن به گرما تبدیل میشود.
این گرمای متمرکز بالا میبرد دمای مواد کار و تبخیر مقدار کمی از آن و در نتیجه حذف فلز از قطعه کار.
2. توضیح دهید که چرا فرآیند EBM معمولاً در یک محفظه خلاء انجام میشود.
۱. برای جلوگیری از برخورد الکترون های شتاب گرفته با مولکول های هوا. ۲. کاتد را از آلودگی شیمیایی و تلفات حرارتی محافظت کنید. ۳. از احتمال تخلیه قوس بین الکترون ها جلوگیری میشود.
۳- دو روش تمرکز پرتو الکترونی را نام ببرید.
۱. تمرکز الکترومغناطیسی. ۲. فوکوس الکترواستاتیک.
۴. چرا سیم پیچ انحراف برای ماشینکاری پرتو الکترونی ارائه شده است؟
سیم پیچ انحرافی الکترومغناطیسی برای انحراف پرتو الکترونی به نقطه دیگری روی قطعه کار استفاده میشود. همچنین میتوان از آن برای کنترل مسیر برش استفاده کرد.
امیدوارم از خواند مقاله “ماشینکاری پرتو الکترونی (EBM) – نمودار، کار، مزایا“ لذت برده باشید.
برای دسترسی به منابع مقاله اینجا کلیک کنید.


