
آب بندی مکانیکی: افزایش عملکرد پمپ و میکسر
خانم منتجبی

آب بند مکانیکی برای کنترل نشت از پمپ های گریز از مرکز و میکسر استفاده می شود. آنها همچنین محفظه شفت را از سیال فرآیند جدا می کنند و نشت را به محیط اطراف کاهش می دهند. قبل از اختراع مهر و موم های مکانیکی، از بسته بندی برای کنترل نشت سیال فرآیند به محیط استفاده می شد.
با این حال، میزان نشتی بسته بندی بسیار بالا بود و اگر بسته بندی به درستی نگهداری نمی شد، می تواند منجر به شستن شفت و از بین رفتن مواد بسته بندی شود. این امر سرعت نشتی را تسریع می کند و باعث از کار افتادن آب بندی می شود. مشکلات ذاتی مرتبط با بسته بندی باعث می شود که صنایع به دنبال روشی قابل اعتمادتر و کارآمدتر برای کنترل نشت مایعات فرآیند باشند. این نیازها منجر به اختراع مهر و موم مکانیکی شد.
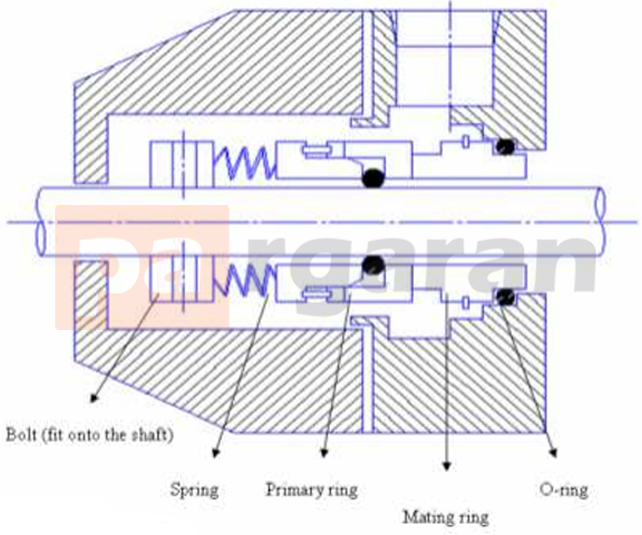
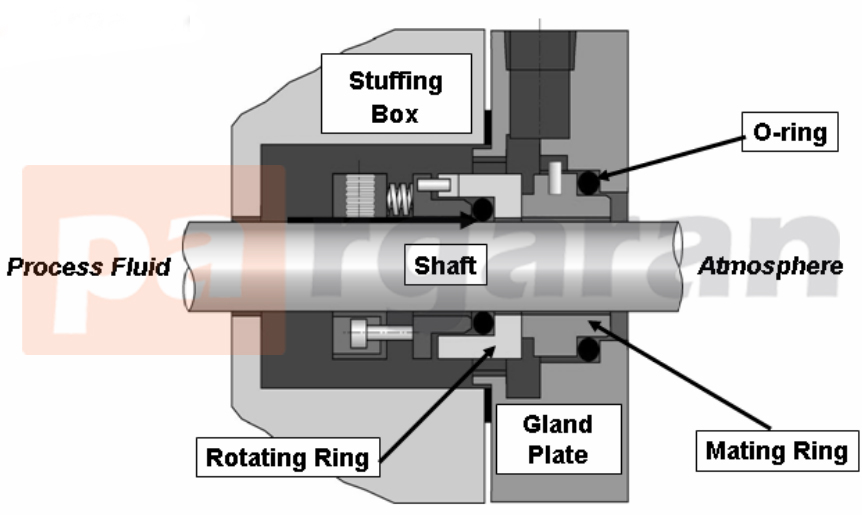
شکل 1: اجزای مهر و موم مکانیکی (سومانچی، 2004)
معرفی مهر و موم های مکانیکی برای کنترل نشت سیال فرآیند، بسته بندی ها را کمتر مطلوب کرد. هنگامی که میزان نشت سیال فرآیند از بسته بندی با میزان نشتی ناشی از آب بندی مکانیکی مقایسه شود، بسته بندی ها غیرقابل قبول شدند. نسبت بین میزان نشت بسته بندی و سیل مکانیکی به ترتیب 800:1 است (PPc pp1-3).
علاوه بر این، بسته بندی در مقایسه با مهر و موم مکانیکی، توان مورد نیاز را با نسبت 6:1 افزایش می دهد. با محدودیتهایی که آژانس حفاظت از محیط زیست (E.P.A.)، انجمن ایمنی و بهداشت حرفهای (O.H.S.A.) بر روی کارخانههای صنایع فرآیندی و تولیدکنندگان اعمال کرده و پیامدهای اقتصادی اتلاف سیال فرآیند همراه با توقف و همچنین ایمنی کارگران، در توسعه یک مهر و موم مکانیکی به نفع بسته بندی.
بنابراین، توسعه یک مهر و موم مکانیکی که می تواند در جلوگیری از نشتی کارآمدتر باشد و عمر مفید بیشتری داشته باشد، بسیار حیاتی می شود.
مهر و موم مکانیکی چیست؟
مهر و موم وسیله ای است که دارای بار مکانیکی است که از چرخان و اعضای ثابت، که دارای وجوه لبه دار هستند که در مجاورت نزدیک تحت بار هیدرولیک کار می کنند، برای به حداقل رساندن نشت بین شفت چرخان و محفظه ثابت استفاده می شود (PPc pp 2-1).
انواع مهر و موم
دو گروه متمایز از مهر و موم وجود دارد، مهر و موم های هدایت شونده سطحی و مهر و موم های با فاصله ثابت.
1) مهر و موم های هدایت شونده سطحی آنهایی هستند که در آنها یکی از وجه های آب بند نسبت به شفت یا محفظه به طور انعطاف پذیر نصب می شود و بنابراین به طور کامل توسط 3 وجه آب بند دوم که یکی از آنها نسبت به دیگری لغزنده است پشتیبانی و هدایت می شود.
مهر و موم هدایت شده روی سطح دارای ویژگی های مشترکی برای یاتاقان ها است. شکاف نشتی با ویژگی سطوح و طراحی مهر و موم تعیین می شود. در مواردی که بالابر وجود نداشته باشد، آب بند به عنوان آب بند تماسی نامیده می شود و زمانی که بلند شدن در حین کار انجام شود، مدت زمان غیر تماسی هستند. با این حال، در هر دو حالت، در شرایط استاتیک و فشار صفر، تمام آببندهای هدایتشونده سطحی با یکدیگر تماس دارند (Lebeck، 1991).
2) مهر و موم های ترخیص ثابت مهر و موم هایی هستند که از نظر طراحی در طول عمر آب بند با یکدیگر تماس ندارند.
آب بندی مکانیکی ترخیص ثابت
-
ویسکو سیل:
کارایی سیل ویسکو بستگی به ویسکوزیته مایعی دارد که برای عمل آب بندی و فاصله استفاده می کند. این مهر و موم از خود مایع برای آب بندی در برابر آن یا یک منبع جداگانه مایع استفاده می کند. همچنین ممکن است در برابر گاز آب بندی شود.
شکل 2: مهر و موم ویسکو (Lebeck، 1991)
-
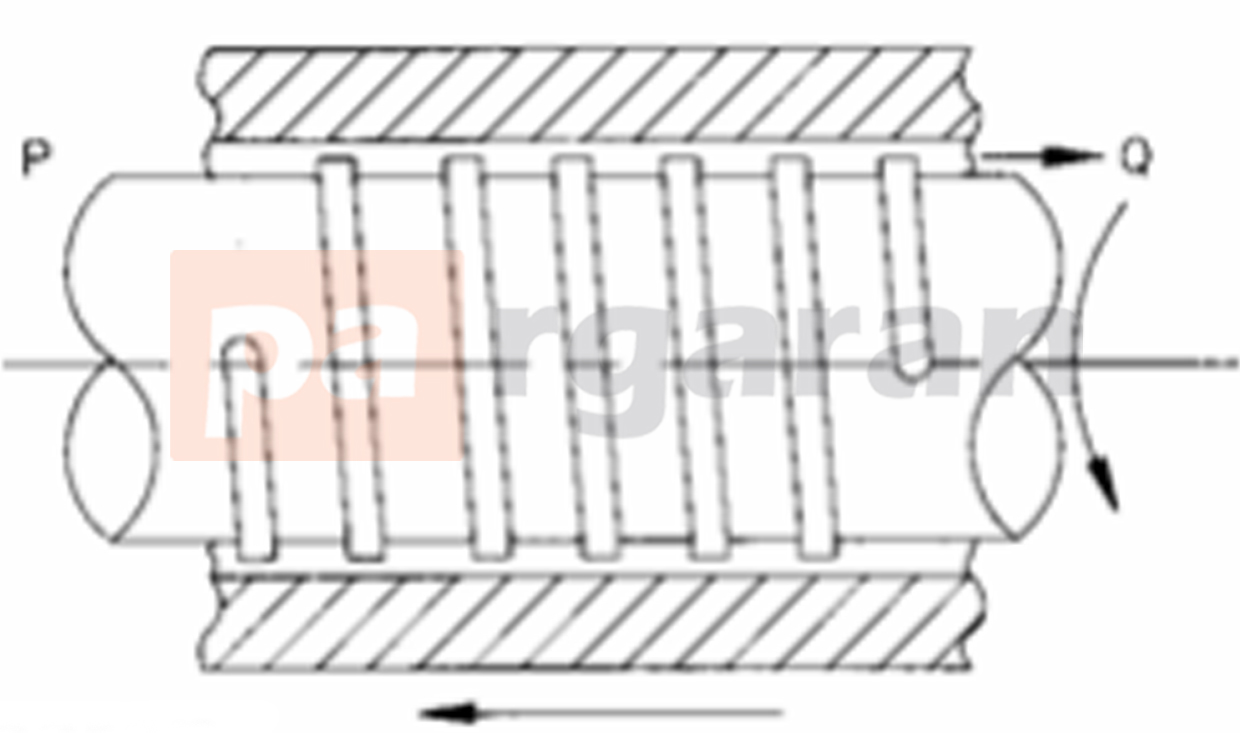
مهر و موم لابیرنت:
این یک مهر و موم مکانیکی است که در اطراف یک محور قرار می گیرد تا از نشت روغن یا مایعات دیگر جلوگیری کند. این مهر و موم از بسیاری از رزوه های مستقیم تشکیل می شود که به شدت در داخل یک محور دیگر یا سوراخ ثابت فشار می آورند، به طوری که سیال مسیر بسیار دشواری برای فرار به اطراف دارد.
برخی از طرح ها دارای نخ هایی هستند که در قسمت بیرونی و داخلی مهر و موم وجود دارد. این رزوه ها به هم متصل می شوند تا مسیر مشخصه طولانی را برای کاهش نشتی ایجاد کنند. با این حال، برای اینکه این مهر و موم ها بر روی یک محور چرخان موثر باشند، باید فاصله بسیار کمی بین نوک نخ های لابیرنت و سطح در حال اجرا وجود داشته باشد.
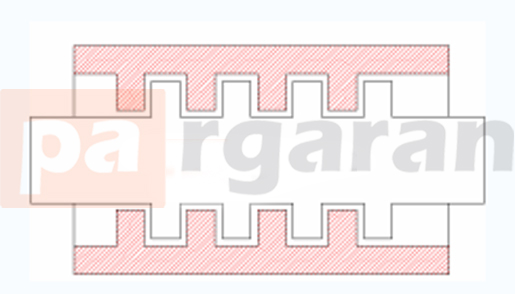
شکل 3: مهر و موم لابیرنت
-
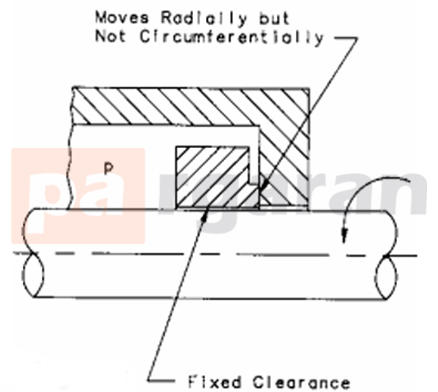
مهر و موم بوش:
این مهر و موم ها نشتی را محدود می کنند در حالی که اجازه می دهند سرعت جریان روان کننده محدود همراه با افت فشار باشد، جریان روان کننده در فشار کمی بالاتر از فشار آب بندی. ناحیه جریان برای این آب بندی، فاصله بین بوش و شفت است. اثربخشی آن در کاهش نشت سیال فرآیند با طول و فاصله مشخص می شود. فاصله باید به اندازه کافی بزرگ باشد که امکان چرخش شفت را فراهم کند.
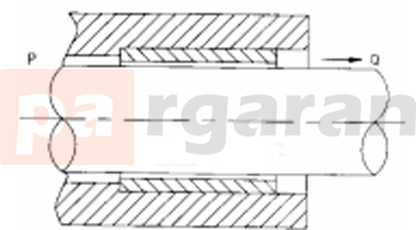
شکل 4: مهر و موم بوش (Lebeck, 1991)
-
مهر و موم حلقه شناور:
از این مهر و موم ها در مجموعه گاز بافر استفاده می شود تا سطوح جفت گیری هرگز با یکدیگر تماس نداشته باشند. احتمال سایش بیش از حد برای مجموعه مهر و موم بسیار کم است. این امر احتمال خرابی مهر و موم را به حداقل می رساند.
با این حال، به دلیل فاصله نسبتاً زیاد مورد نیاز، مهر و موم های حلقه شناور نرخ نشتی بالایی را نشان می دهند.
-
مهر و موم فروسیال:
این آب بند از پاسخ سیال مغناطیسی به میدان مغناطیسی اعمال شده برای انجام عمل آب بندی خود استفاده می کند. اجزای اصلی آب بندی شامل فروسیال، یک آهنربای دائمی، دو قطعه قطبی و یک شفت نفوذپذیر مغناطیسی است. مدار مغناطیسی زمانی تکمیل می شود که قطعات قطب ثابت و شفت دوار، شار مغناطیسی را در شکاف شعاعی زیر هر قطعه قطب متمرکز کنند. سیالی که روی این شکاف اعمال می شود، شکل O-ring مایع را به خود می گیرد و یک مهر و موم هرمتیک ایجاد می کند.
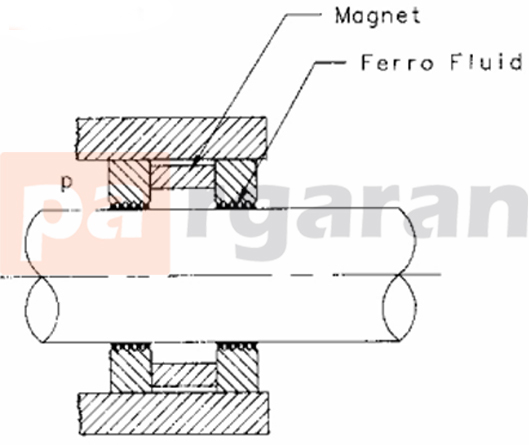
شکل 6: مهر و موم فروسیال (لبیک، 1991)
آب بندی مکانیکی هدایت شونده سطحی
-
مهر و موم لب:
این مهر و موم دارای یک لبه انعطاف پذیر است که تماس ها را در طول محوری کوچکی روی شفت ایجاد می کند. این لبه برای جلوگیری از نشتی یا جلوگیری از آلودگی و سایر موارد نامطلوب به شفت یا محفظه ساییده می شود. لبه مهر و موم باید به سمت محیط موجود باشد.
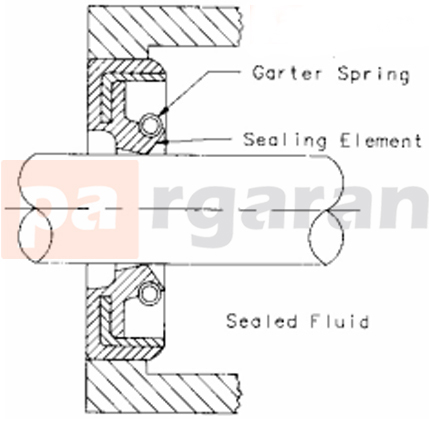
شکل 7: مهر و موم لب (لبیک، 1991)
-
مهر و موم محیطی:
اینها مهر و موم های شکاف کنترلی هستند که سیال محکم نیستند، بلکه جریان را با استفاده از یک شکاف شعاعی مهندسی شده بین شفت و درز نمد محدود و کنترل می کنند. تماس ها را در طول محوری مشخص روی یک سطح 7 استوانه ای ایجاد می کند. با حلقه های تقسیم شده طراحی می شود که در تماس با شفت عمل می کنند. این حلقههای مجزا از هم دارای اتصالات پیچیدهای هستند که به آن اجازه میدهد به طور کامل در اطراف سیلندر ببندد و در نتیجه نشت را به حداقل برساند.
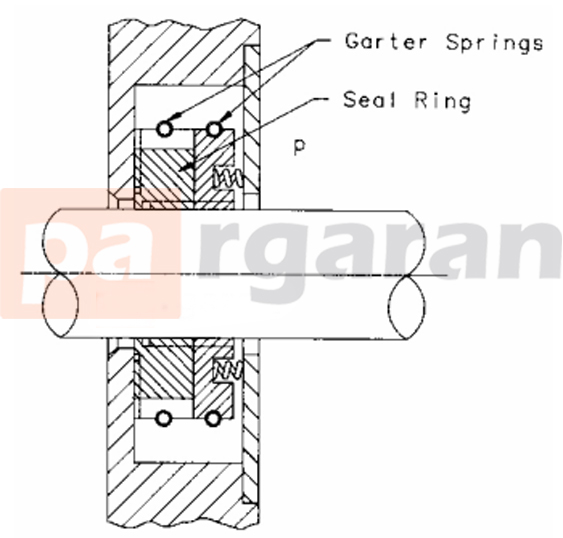
شکل 8: مهر و موم محیطی (لبیک، 1991)
-
بسته بندی آب بندی مکانیکی:
این نشان دهنده روش پر کردن مواد بسته بندی در یک ناحیه دایره ای محصور برای محدود کردن نشت مایع فرآیند است که معمولاً به عنوان جعبه پرکننده نامگذاری می شود. در این جعبه بسته می شود زیرا این مکانیسمی است که توسط آن نشت را محدود می کند. معمولاً در یک منطقه بزرگ پک کردن می شود تا مقاومت بیشتری در برابر نشتی ایجاد کند.
-
مهر و موم مکانیکی صورت:
مهر و موم مکانیکی با تماس با ناحیه صورت یا حلق مشخص می شود. درمقایسه با قسمت مقابل سطح استوانه ای آن، مهر و موم محیطی، مهر و موم مکانیکی صورت تا حدودی ساده تر است زیرا نیازی نیست که مهر و موم به صورت قطعه ای درست شود. اصطلاح وجه نشان می دهد که تماس آب بند بیش از یک تماس خط است یا ممکن است نشان دهنده این باشد که تماس روی صفحه محفظه یا شفت است.
اصطلاح مکانیکی به این معنی است که به جای پک کردن نرم از یک دستگاه استفاده می شود. 8 ویژگی اساسی مهر و موم. تعیین مکانیکی همچنین به معنای لمس کردن است تا امکان تمایز یک مهر و موم مکانیکی از یک مهر و موم خالی را فراهم کند. اغلب به صورت مکانیکی مهر و موم انتهایی یا مهر و موم وجهی شعاعی می گویند که شکل سطح آب بندی را نشان می دهد (لبیک، 1991).
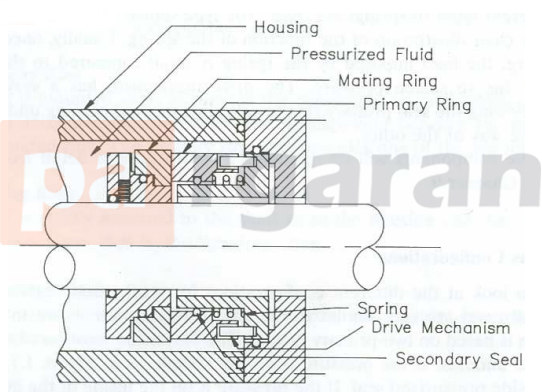
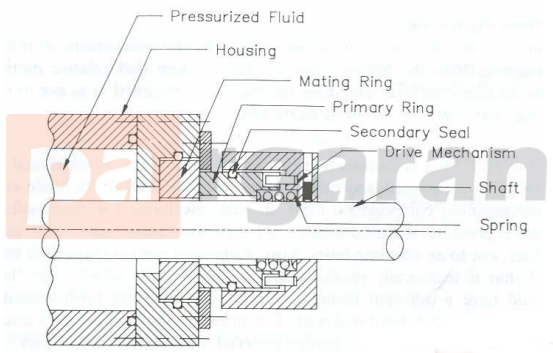
اجزای ضروری یک مهر و موم مکانیکی:
الف) حلقه اولیه: این حلقه به محور نصب می شود و با آن می چرخد. این حلقه اولیه به گونه ای طراحی می شود که انعطاف پذیری را فراهم می کند تا امکان حرکت محوری و زاویه ای کوچک برای ناهماهنگی بین آن و حلقه جفت گیری فراهم شود. به آن حلقه چرخشی نیز می گویند و سطح آب بندی اولیه را می سازد.
ب) حلقه جفت گیری: این حلقه به طور سفت و سخت روی محفظه غده نصب می شود و سطح آب بندی ثانویه را فراهم می کند. معمولاً به آن حلقه ثابت می گویند.
ج) فنر: نیرویی را فراهم می کند که حلقه اولیه و جفت گیری را در صورت عدم وجود فشار سیال در کنار هم نگه دارد تا مهر و موم شوند.
د) O-Ring: از نشت سیال فرآیند جلوگیری می کند زیرا مانعی در مسیر خود ایجاد می کند، به عنوان یک عنصر آب بندی ثانویه نیز یکپارچگی آب بندی سیل مکانیکی را تضمین می کند.
ه) مکانیزم محرک: این مکانیزم محرک چرخشی را فراهم می کند که باعث چرخش حلقه اولیه می شود. این مکانیزم محرک به گونه ای طراحی می شود که ویژگی خود تراز شدن حلقه اولیه را کاهش نمی دهد.
تجهیزاتی که در آن مهر و موم های مکانیکی استفاده می شود:
هر وسیله چرخشی که برای پردازش سیال استفاده می شود نیاز به جلوگیری از نشت دارد. با این حال انواع مختلفی از مهر و موم با توجه به نوع استفاده می شود:
شکل 9: مهر و موم مکانیکی در جعبه گلند و پر کردن (2003 تیم طراحی ارشد مکانیکال و Flowserve)
مایعی که قرار است در محفظه یا جایی که قرار است مهر و موم روی تجهیزات قرار گیرد، آب بندی شود. به عنوان مثال از یک لب بند برای آب بندی روغن در قطار قدرت پمپ و یک شفت (مکانیکال سیل) برای آب بندی سیال در حال پمپ استفاده می شود. عمده مناطق صنعتی که از این مهر و موم های مکانیکی استفاده می کنند عبارتند از:
کمپرسورها: در کمپرسورها از مهر و موم شفت برای کاهش نشتی از قطار برق استفاده می شود.
پمپ ها: آب بند مکانیکی برای کاهش نشت سیال فرآیند از محفظه پمپ استفاده می شود.
صنایع فرآیندی: پمپ های گریز از مرکز مورد استفاده در صنایع نفت، شیمیایی، نساجی، دارو و صنایع تولیدی عموماً از مهر و موم مکانیکی استفاده می کنند.
هوافضا: موتورهای موشکها و جتهای توربو از مهر و موم محور برای محدود کردن نشتی استفاده میکنند.
کشاورزی: آب بند شفت توسط پمپ های مورد استفاده در آبیاری، پمپاژ کودها و حشره کش ها استفاده می شود.
لوازم خانگی: مهر و موم مکانیکی توسط پمپ های استخر، پمپ های دفع زباله، ماشین های ظرفشویی و پمپ های ماشین لباسشویی استفاده می شود.
تولید برق: آب بند مکانیکی در توربین های آبی و توربین های بخار استفاده می شود.
پارامترهای آب بندی و ترتیبات
پیکربندی آب بندی به دو عامل اصلی بستگی دارد. اولی محل فشار نسبت به حلقه است. اگر این فشار همانطور که در شکل 10 می بینید در خارج باشد، به آن آب بندی تحت فشار خارجی می گویند.
شکل 10: مهر و موم مکانیکی: حلقه اولیه تحت فشار بیرونی، حلقه اولیه چرخان، حلقه جفت گیری ثابت (لبیک، 1991)
با این حال گاهی اوقات فشار در داخل است همانطور که در شکل 11 می بینید که به آن آب بندی تحت فشار داخلی می گویند.
شکل 11: مهر و موم مکانیکی صورت: داخل حلقه اولیه تحت فشار، چرخان، حلقه اولیه ثابت (لبیک، 1991)
هر چیدمان مزایا و معایبی دارد. بیشتر طرحهای مهر و موم تحت تأثیر مخروطی شعاعی ناشی از حرارت قرار میگیرند که با افزایش گرمایش حرارتی، سطوح آببند را در قطر خارجی باز میکند. اگر مهر و موم تحت فشار خارج باشد، این مخروطی شعاعی همگرا، پشتیبانی بار فشار سیال را افزایش می دهد تا اصطکاک و بار حرارتی را کاهش دهد.
بنابراین، این پیکربندی دارای مخروطی شعاعی حرارتی پایدار است. برای مهر و موم با اطمینان داخلی، مخروطی حرارتی ناپایدار است و یک مخروط واگرا ناشی از حرارت ایجاد می کند که منجر به روانکاری ضعیف می شود. با این حال، اگر از یک عنصر مهر و موم مقطع کوچک با قطر بزرگ استفاده کنید که به صورت قطری پشتیبانی نمیشود، یک حلقه تحت فشار بیرونی در صفحه قطری کمانش میکند در حالی که حلقه تحت فشار داخلی اینطور نیست.
آرایش آب بندی می تواند دارای حلقه اولیه یا جفت گیری 12 چرخان یا ثابت باشد. اگر حلقه اولیه در حال چرخش باشد، فنرهای ثانویه کمتر در معرض گرفتگی ناشی از رسوبات ناشی از حرکت چرخشی هستند. از آنجایی که در بیشتر موارد حلقه چرخان ارزانتر است و میتوان آن را مستقیماً روی شفت نصب کرد، چرخش آن راحتتر است.
همچنین نصب حلقه اولیه به محفظه برای ثابت بودن آن دشوار است. مزیت دیگر این است که حلقه اولیه چرخان در داخل جعبه پرکننده قرار می گیرد که در آن برای خنک شدن آسان در معرض سیال قرار می گیرد (Lebeck, 1991).
پارامتر PV
پارامتر PV به عنوان محصول بین فشار آب بندی و متوسط سرعت لغزش تعریف می شود.
(PV)n = [p(B-K)+ ps]U (پترسون و وینر، 1980)
B = نسبت تعادل مهر و موم
K = فاکتور گرادیان فشار
ps =فشار فنر
n=1
PV یک فاکتور بسیار مهم برای تعیین گرمای تولیدی از مالش است.
برای دسته بندی شدت خدمات نیز مهم است.
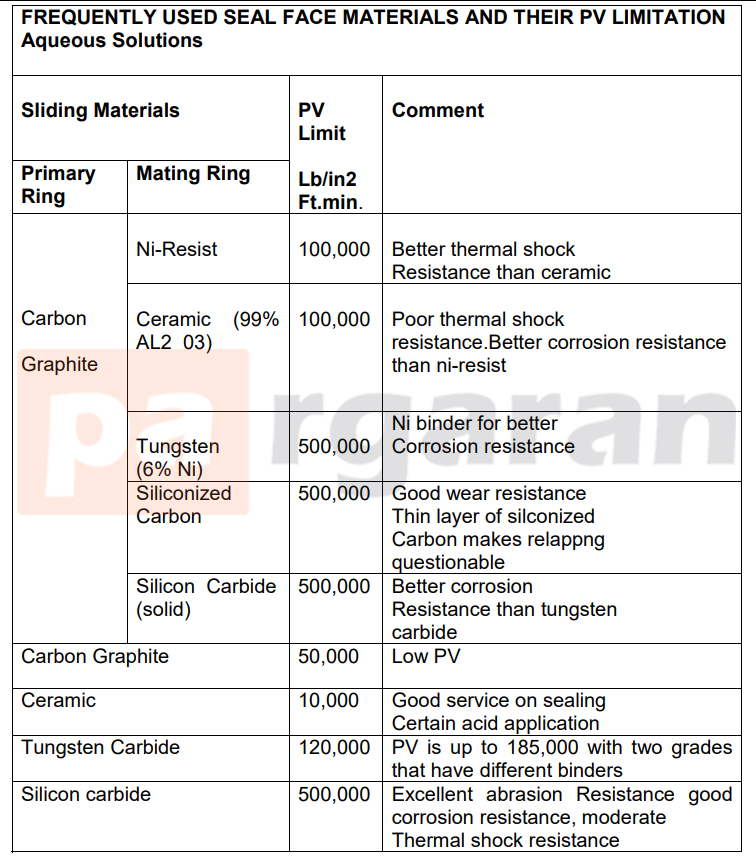
جدول A اطلاعاتی در مورد تأثیر خواص مواد بر حد PV ارائه می دهد. این محیط متفاوتی را که آرایش صورت برای آن مناسب است و اینکه کدام ماده برای حلقه اولیه و حلقه جفتگیری تأثیر میگذارد بر عملکرد مهر و موم مکانیکی نشان میدهد.
جدول 1 مواد سیل فیس و محدودیت PV آنها (راهنمای PPc)
عوامل موثر بر عمر و عملکرد مهر و موم
برای اطمینان از طول عمر، مهم است که سطح تماس جزء ثابت و چرخان حلقه مهر و موم مکانیکی در کمترین دمای ممکن عمل کند. همچنین دمای سطح تماس باید یکنواخت باشد. این برای کاهش موج (انحراف از صاف) مخروطی شعاعی 17 (انحراف از صاف در جهت شعاعی) و ناپایداری های ترمو-الاستیک ضروری است (Lebeck, 1991).
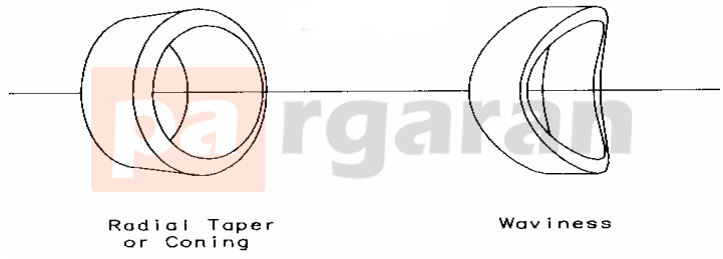
شکل 12: تحریفات رایج (لبیک، 1991)
شکل 12 نشان می دهد که چگونه ناپایداری های ترمو الاستیک بر حلقه ها تأثیر می گذارد. گرمایی که اثر مالش باعث تغییر شکل حلقه ها می شود که باعث افزایش نشتی و در نهایت خرابی آب بندی می شود. اثربخشی و کارایی یک مهر و موم مکانیکی به توانایی آن در محدود کردن نشتی بستگی دارد. با این حال، مقدار نشتی مجاز توسط یک مهر و موم بستگی به مقاومت در برابر سایش، هدایت حرارتی سطح اولیه و جفت، جهت، هندسه، و سازگاری شیمیایی حلقه دوار و استاتیک دارد.
محققان آزمایشاتی را برای تعیین نحوه رفتار مهر و موم های درست شده از مواد مختلف در شرایط کاری انجام می دهند (پکستون، 1980). آزمایشها محیط کاری را که آببندیهای مکانیکی با مواد خاصی برای آن مناسب است، مشخص میکند. سازندگان مهر و موم های قبلی مهر و موم ها را با اجزای اصلی مانند فنر، دم، اورینگ، آستین و حلقه ایستا و چرخان می ساختند. با این حال، آنها دریافتند که تحت شرایط عملیاتی مختلف بسته به دما، فشار و 18 مهر و موم جهت گیری ساخته شده از مواد مختلف، رفتار متفاوتی دارند. مقدار PV در تعیین میزان گرمای تولیدی در رابط تماس در حین کار مهم است.
برای آببندیهای مکانیکی، مقدار PV میتواند باعث افزایش، کاهش یا تثبیت ضریب اصطکاک در مقدار کم پس از رسیدن به حالت پایدار شود. هنگامی که حلقه ها در حالت ثابت هستند و مقدار PV در برد معینی قرار دارد، حلقه جفتی یک لایه انتقالی روی سطح خود خواهد داشت که شکسته نمی شود مگر اینکه مقدار PV تغییر کند (Lebeck, 1991). این فیلم های انتقال ضریب اصطکاک را در مقدار کم نگه می دارند و سایش حلقه ها را کاهش می دهند. این فیلم انتقالی از مواد نرمتر حلقه اولیه درست می شود که روی مواد سختتر حلقه جفتگیری قرار میگیرد. شیمی پشت تشکیل آن به دمای سطح مشترک بستگی دارد. این دما به مقدار PV بستگی دارد.
روانکاری: سیل های مکانیکی می توانند در هر یک از سه رژیم روغنکاری مرزی، مخلوط و کامل عمل کنند.
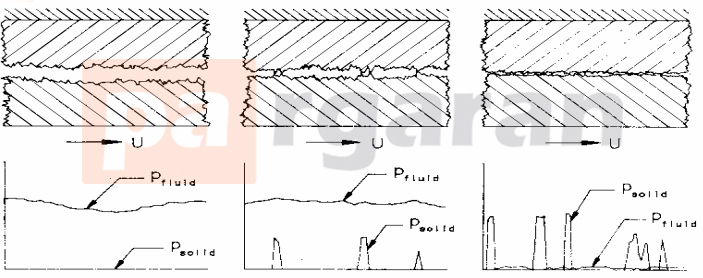
شکل 13: رژیم های روانکاری (لبیک، 1991)
در حالت فیلم کامل، کل بار توسط فشار سیال تحمل میشود و تقریباً هیچ تماسی با ناهمواریهای سطح وجود ندارد. ضریب اصطکاک بسیار کم است و سایش بسیار کم خواهد بود، بنابراین حلقه ها بیشتر دوام می آورند. با این حال، روانکاری فیلم کامل نشت سیال فرآیند را افزایش می دهد. رژیم روغنکاری مختلط در آب بندی های مکانیکی رایج ترین است. اصطکاک مختلط زمانی رخ می دهد که مقداری از بار توسط فشار سیال و مابقی توسط تماس مکانیکی به دلیل ناهمواری های سطح حمل می شود.
بار متحمل توسط تماس مکانیکی یک ملاحظه مهم در توسعه طراحی مهر و موم است زیرا این تأثیر بر گرمایش اصطکاک و سایش ناشی از آن دارد. در رژیم روغنکاری مخلوط، سایش بیشتر از حالت فیلم کامل خواهد بود، اما نشت سیال فرآیند کمتر خواهد بود. هرگاه روغنکاری مرزی وجود نداشته باشد، به این دلیل است که سرعت عملیاتی آنقدر کم است که فشار سیال ایجاد نشده است یا سطح روان کننده موجود در سطح مشترک آنقدر کم است که نمی تواند فیلم روانکاری ایجاد کند. این باعث گرمایش و سایش با اصطکاک بالا می شود و عمر آب بندی کوتاه می شود. با این حال، نشتی در این حالت بسیار کمتر از دو حالت دیگر خواهد بود. شکل رابط: هندسه شکل رابط بر عمر عملیاتی مهر و موم مکانیکی تأثیر می گذارد.
این شکل رابط با شکاف بین سطوح اولیه و ثانویه با توجه به تراز شعاعی و زاویه ای بین سطوح تعریف می شود. شکل رابط ثابت نمی ماند اما با گذشت زمان به دلیل سایش تغییر می کند. با این حال، این شکل نشان دهنده نحوه عملکرد مهر و موم مکانیکی و نوع روانکاری موجود در سطح مشترک است. شکل 14 اشکال مختلف رابط را نشان می دهد. این اشکال با نوع روانکاری موجود در سطح مشترک و سایش آب بندی مطابقت دارد. شکل رابط 20 برای عملکرد مهر و موم اساسی است. برخی از اشکال مانند شکل روانکاری هیدرودینامیکی خوبی ارائه می دهند.
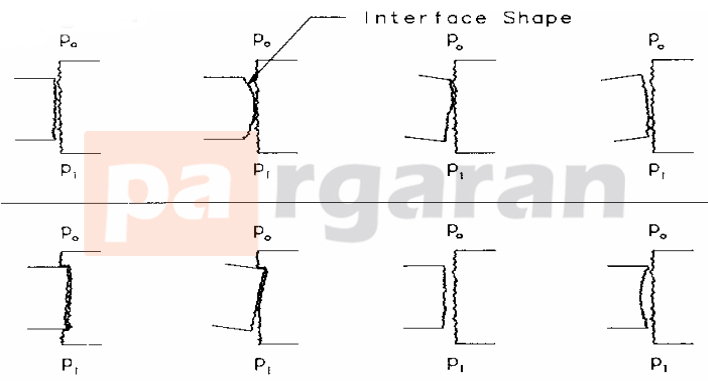
شکل 14: اشکال رابط (لبیک، 1991)
به احتمال زیاد باعث نشتی بیش از حد می شود، اگرچه روانکاری هیدرودینامیکی خوبی دارد، شکل سوم، پنجم و ششم باعث ایجاد سطحی از نظر حرارتی بر روی حلقه ها می شود. همچنین باعث تبخیر مایع خنک کننده و ایجاد نقاط داغ می شود. این نقاط داغ به این دلیل اتفاق میافتند که حلقهها در این نواحی در حال تماس هستند و نیروی تماسی را حمل میکنند. این نقاط داغ نرخ سایش بالاتری نسبت به سایر نواحی سطح تماس دارند که منجر به سایش ناهموار می شود.
نتایج، تجزیه و تحلیل و بحث آب بندی مکانیکی
شبیه سازی محاسباتی
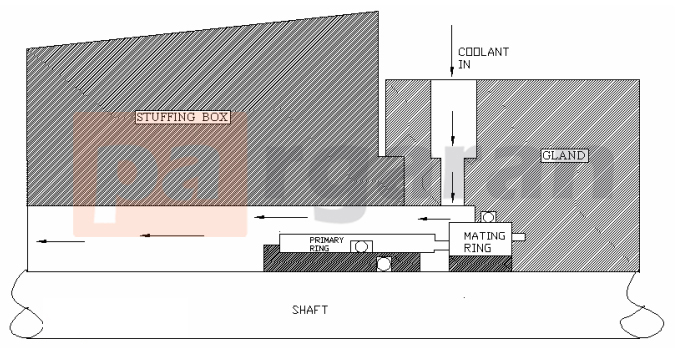
شکل 15: جهت جریان مایع خنک کننده در غده معمولی
شکل 15 نشان می دهد که چگونه جهت جریان مایع خنک کننده (فلاش) در غده معمولی است. اما برای این جریان، فشار مایع خنککننده واردی به محفظه آببندی باید بیشتر از فشار داخل محفظه آببندی باشد. فشار گیج مایع خنک کننده قبل از ورود به محفظه آب بندی اندازه گیری شد تا از حفظ جریان خنک کننده اطمینان حاصل شود.
این الگوی جریان برای هر دو طرح جدید و معمولی اعمال می شود زیرا آنها از غده معمولی استفاده می کنند. برای مقایسه و ارزیابی عملکرد طرح جدید در مقابل طرح مرسوم موجود، آزمونهای تجربی و تحلیل روش اجزای محدود با استفاده از ANSYS انجام شد.
ANSYS
برای تعیین اینکه چگونه گرمای اصطکاکی تولیدی بر حلقههای جفتگیری تأثیر میگذارد، از تحلیل المان محدود استفاده شد. شبیه سازی ها با نرم افزار ANSYS 8.1 المان محدود انجام می شود. عنصر انتخابیبرای شبیه سازی حلقه های جفت گیری Solid 65 بود. Solid 65 توانایی شامل مدل های مواد غیر خطی را داشت. به دلیل تقارن، یک مدل سه بعدی نشان دهنده 1\16 (یک شانزدهم) مدل استوانه ای حلقه جفت گیری برای تجزیه و تحلیل درست شد.
مش بندی
تولید مش برای مدل های سه بعدی برای هر دو حلقه با استفاده از پیش پردازنده ANSYS انجام شد. پالایش مش برای دقت نتایج از شبیهسازی حیاتی است و با در نظر گرفتن این موضوع، اندازههای مش مختلف شبیهسازی می شوند. تجزیه و تحلیل حساسیت مش با پالایش اندازه مش انجام شد تا زمانی که پاسخهای شبیهسازیها ثابت بماند.
نتایج برای انحرافات مقایسه شدند زیرا برای ارزیابی همگرا بودن شبیهسازیها لازم بود. شبیهسازیها با اندازه مش اجرا شدند که بهترین و منسجمترین نتیجه را داشت. شرایط مرزی برای شبیهسازی ANSYS به شرح زیر بود.
الف) طراحی مش 1/16 (22.5 درجه) کل مجموعه حلقه اولیه و جفت گیری بود.
ب) از شرایط تقارن در مرزهای داخلی که حلقه ها بریده می شوند استفاده می شود، بنابراین شرایط مرزی برای این مقاطع عایق بندی می شود.
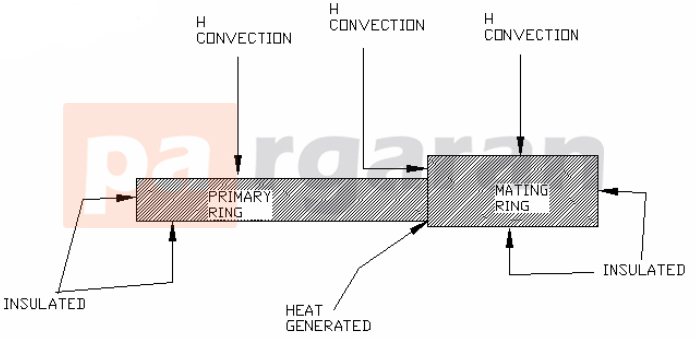
شکل 16: شرایط مرزی برای شبیه سازی محاسباتی ANSYS
ج) طراحی مش 1/16 (22.5 درجه) از کل مجموعه حلقه اولیه و جفت گیری بود.
د) در مرزهای داخلی که حلقه ها بریده می شوند از شرایط تقارن استفاده می شود، بنابراین شرایط مرزی برای این مقاطع عایق بندی می شود.
ذ) در قطر داخلی برای حلقه اولیه و شرایط مرزی عایق حلقه جفت گیری استفاده شد
ر) برای قطر خارجی هر دو حلقه ضریب همرفت انتقال حرارت مربوطه آنها با استفاده از معادلات 1، 2 و 3 محاسبه شد.
ز) در قطر بیرونی ضریب همرفت انتقال حرارت به عنوان شرط مرزی استفاده شد
ژ) مقدار تولید حرارت حاصل از استفاده از رابطه 4 برای شرایط مرزی در رابط تماس استفاده شد
مدل سازی آب بندی مکانیکی
شکل 17: نمودار ANSYS از حلقه باله با شرایط مرزی آزمون
18: نمودار ANSYS از حلقه معمولی با شرایط مرزی آزمون
شکل 19: نمودار ANSYS از حلقه باله با شرایط مرزی آزمون
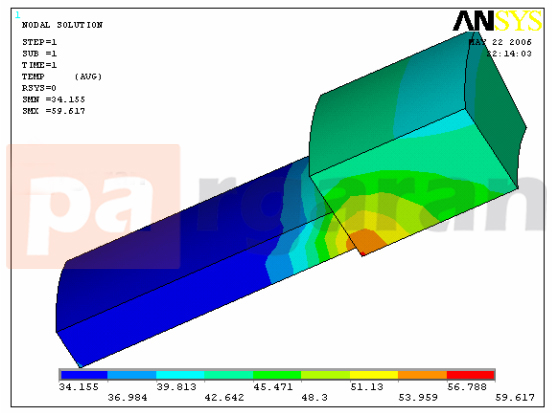
شکل 20: نمودار ANSYS از حلقه معمولی با شرایط مرزی آزمون
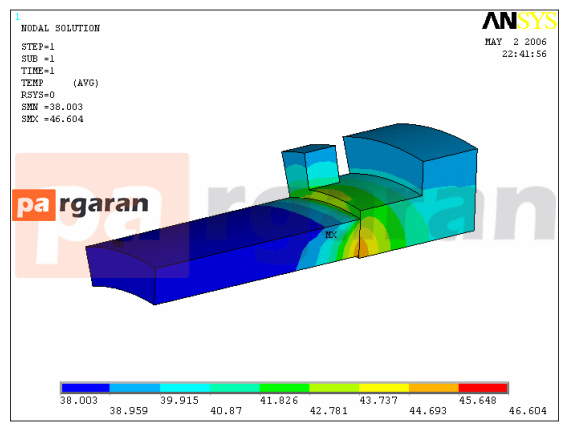
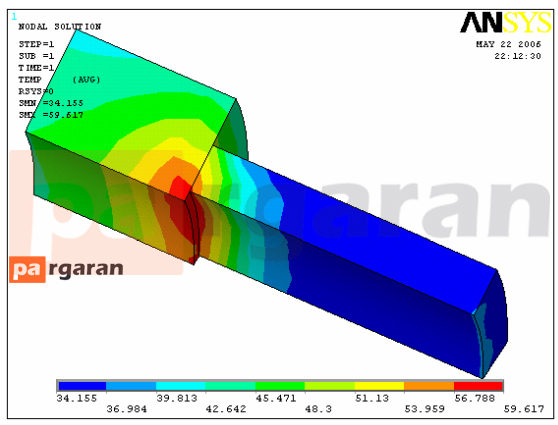
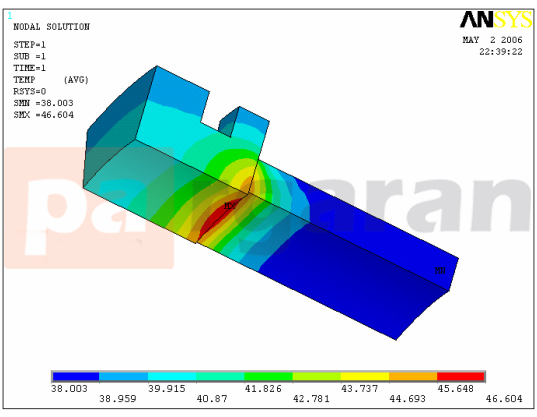
راه حل
نمودارهای ANSYS (F.E.A.) در شکل های 17 تا 20، موقعیت های مختلف پروفایل های دما را برای حلقه جفت گیری باله و معمولی نشان می دهد. این شبیه سازی ANSYS با استفاده از شرایط مرزی آزمون انجام شد. شبیهسازیها دمای سطح حلقه جفتگیری بالهها را بین 45 تا 46.6 درجه سانتیگراد و 56 تا 59.6 درجه سانتیگراد برای حلقه معمولی نشان داد. دمای سطح برای حلقه معمولی بالاتر از حلقه باله بود.
نتیجه آب بندی مکانیکی
ناپایداری های ترمو الاستیک بر سایش مهر و موم و عملکرد آن تأثیر می گذارد. هر چه دمای سطح در سطح تماس کمتر باشد، اثر ناپایداری ترمو-الاستیک کمتر است. یکی از دلایل اصلی موج دار شدن و اعوجاج شکل حلقه ها، اثر دما است. هر چه دمای رابط یک مهر و موم مکانیکی بیشتر باشد، احتمال ایجاد شکل غیر یکنواخت در سطح مشترک بیشتر است.
اعوجاج در صافی حلقه ها باعث ایجاد نقاط داغ در مناطقی می شود که آنها در حال تماس هستند. این نقاط داغ منجر به نقاط مرتفع می شوند که اساساً اکثریت نیروی تماس را پشتیبانی می کند. نتیجه نهایی این است که در این نواحی سایش بیشتری نسبت به نواحی مجاور ایجاد می شود و منجر به سطحی غیر یکنواخت می شود. هر گاه انحراف از سطح صاف دستگاه روی رینگ ها وجود داشته باشد، باعث افزایش نشتی از سیل مکانیکی می شود. دمای نقاط داغ با گسترش بیشتر افزایش یافت.
این باعث می شود که مایع خنک کننده بین رابط تماس در آن منطقه به بخار تبدیل شود. هر زمان که مایع خنک کننده به دلیل دمای بالای سطح به بخار تبدیل شود، کارایی روانکاری مایع خنک کننده را کاهش می دهد. بنابراین ضریب اصطکاک افزایش می یابد و باعث افزایش بعدی در نرخ سایش می شود.
آزمایشهای تجربی هم برای حلقه جفتگیری باله و هم برای حلقه معمولی طبق استاندارد API 682 انجام شد. نتایج شبیهسازیهای ANSYS و آزمایشهای تجربی برای دمای سطح برای هر دو حلقه مسدود شد.
این نشان داد که تقریبها برای شرایط مرزی انتخابی برای شبیهسازی ANSYS برای حلقه جفتگیری باله و مهر و موم مکانیکی حلقه جفتگیری معمولی همراه با گرمای تخمینی ۷۲ تولیدی در سطح مشترک خوب بودند. شبیهسازیها و آزمایشها نشان داد که دمای سطح حلقه جفتگیری باله کمتر از حلقه معمولی است.
طراحی جدیدی با استفاده از حلقه جفت گیری باله در این پایان نامه معرفی می شود. این طرح در آزمایشگاه درست و مورد آزمایش قرار گرفت. نتایج یک سری آزمایش نشان داد که حلقه جفت گیری باله دارای دمای سطح تماس کمتری نسبت به حلقه معمولی است.
در صورت هرگونه سوال و نظر با مجموعه پرگاران تماس حاصل فرمایید.
جهت کسب اطلاعات بیشتر درباره اینجا کلیک کنید.
مطالب مرتبط
بریدل چیست؟
بریدل یا لگام چیست؟
یک بریدل یا لگام (یا قفس، ستون جداکننده، لوله بای پس، محفظه خارجی، و ...
پرگاران

اصل آنالایزر دی اکسید کلر
آنالایزر دی اکسید کلر :
دی اکسید کلر (ClO2) یک گاز سمی ناپایدار، غیرقابل ذخیره و با رایحه ...
پرگاران

دماسنج دو فلزی هلیکس
دماسنج دو فلزی هلیکس چیست؟
این مقاله ادامه پست قبلی من در دما سنج دو فلزی است
اصل ...
دیدگاهتان را بنویسید