
استانداردهای کالیبراسیون عملی
پرگاران

استانداردهای کالیبراسیون عملی چیست؟
همانطور که قبلاً تعریف شد، کالیبراسیون به بررسی و تنظیم یک ابزار اشاره دارد به طوری که خروجی آن به طور صادقانه با ورودی آن در یک محدوده مشخص مطابقت داشته باشد.
برای کالیبره کردن یک ابزار، باید ابزاری برای دانستن مقادیر ورودی و/یا خروجی مرتبط با ابزار مورد آزمایش داشته باشیم.
یک ماده یا وسیله ای که به عنوان مرجع برای مقایسه در برابر پاسخ ابزار استفاده می شود، استاندارد کالیبراسیون نامیده می شود.
به بیان ساده، استاندارد کالیبراسیون چیزی است که ما ممکن است ابزار کالیبره شده را با آن مقایسه کنیم. بنابراین، هر کالیبراسیون فقط می تواند به خوبی استاندارد مورد استفاده باشد.
استانداردهای کالیبراسیون به دو دسته کلی تقسیم می شوند: استانداردهایی که برای تولید مقادیر فیزیکی دقیق (مانند فشار، دما، ولتاژ، جریان و غیره) استفاده می شوند و استانداردهایی که برای اندازه گیری ساده کمیت های فیزیکی استفاده می شوند. با درجه بالایی از دقت.
نمونه ای از مورد اول استفاده از آب جوش (در سطح دریا) برای تولید دمای ۱۰۰ درجه سانتیگراد (۲۱۲ درجه فارنهایت) به منظور کالیبره کردن یک دماسنج است. ، در حالی که نمونه دومی استفاده از دماسنج دقیق با کیفیت آزمایشگاهی برای اندازه گیری منبع دلخواه دما در مقایسه با دماسنج در حال کالیبره است.
در آزمایشگاههای اندازهشناسی، استانداردهای نهایی مبتنی بر ثابتهای بنیادی طبیعت هستند و استانداردهای ذاتی نامیده میشوند. یک مثال مدرن از یک استاندارد ذاتی برای زمان، به اصطلاح ساعت اتمی است که از اتم های جدا شده سزیم برای تولید فرکانس هایی استفاده می کند که ذاتاً ثابت و قابل تکرار در سراسر جهان هستند.
.
فروشگاههای ابزار مستقر در تأسیسات صنعتی نمیتوانند هزینههای سرمایه و مصرفی مرتبط با استانداردهای ذاتی را تحمل کنند، بنابراین باید برای اهداف کالیبراسیون خود به دستگاههای دیگر تکیه کنند.
در حالت ایدهآل، باید یک “زنجیره” کالیبراسیون از هر دستگاهی که به عنوان استاندارد فروشگاهی استفاده میشود، وجود داشته باشد که تا حد استانداردهای ذاتی در آزمایشگاه اندازهشناسی در سطح ملی یا اولیه قابل ردیابی باشد. .
استانداردهای کالیبراسیون استفاده شده است در کارگاههای ابزار برای کار کالیبراسیون صنعتی باید به طور دورهای برای استانداردسازی مجدد به آزمایشگاه اندازهشناسی محلی فرستاده شود، جایی که دقت آنها در برابر سایر استانداردهای (سطح بالاتر) که خود بر اساس استانداردهای کالیبراسیون سطوح بالاتر بررسی میشوند، در نهایت قابل ردیابی است. راه رسیدن به استانداردهای ذاتی در هر مرحله از “زنجیره” کالیبراسیون، درجه پیشرونده ای از عدم قطعیت اندازه گیری وجود دارد.
استانداردهای ذاتی کمترین عدم قطعیت را دارند، در حالی که ابزارهای میدانی (مانند فرستندههای فشار، گیجهای دما و غیره) بیشترین عدم قطعیت را دارند.
مهم است که درجه عدم قطعیت در دقت یک ابزار آزمایشی به طور قابل توجهی کمتر از درجه عدم قطعیتی باشد که امیدواریم در ابزارهایی که کالیبره می کنیم به دست آوریم.
در غیر این صورت، کالیبراسیون به یک تمرین بیهوده تبدیل می شود. این نسبت عدم قطعیت ها نسبت عدم قطعیت آزمون یا TUR نامیده می شود.
یک قانون سرانگشتی خوب این است که یک TUR حداقل ۴:۱ (در حالت ایده آل ۱۰:۱ یا بهتر) حفظ شود، تجهیزات تست چندین برابر دقیق تر هستند (کمتر نامشخص) از ابزارهای میدانی که با آنها کالیبره می کنیم.
من شخصاً شاهد سردرگمی و اتلاف وقت ناشی از تلاش برای کالیبره کردن یک ابزار صحرایی با تلورانس شدیدتر از آنچه استاندارد کالیبراسیون قادر به انجام آن است، بودهام.
.
در یک مورد، یک تکنسین ابزار تلاش کرد تا یک فرستنده فشار پنوماتیک را با تحمل ۰٫۲۵% دهانه با استفاده از گیج آزمایشی کالیبره کند که فقط برای ۱% ± خوب بود. همان بازه.
این تکنسین فقیر مدام به جلو و عقب می رفت و پیچ های صفر و دهانه فرستنده را بارها و بارها تنظیم می کرد در تلاشی بیهوده برای تسلط بر پاسخ فرستنده با مشخصات اعلام شده ± ۰٫۲۵ %.
پس از تسلیم شدن، او گیجهای آزمایش را با مقایسه سه مورد از آنها در یک لوله فشار هوا به یکدیگر آزمایش کرد. وقتی او این کار را انجام داد، مشخص شد که هیچ دو گیج آزمایشی در محدوده تلورانس مشخص شده در محدوده ۳ تا ۱۵ PSI به طور مداوم با یکدیگر همخوانی ندارند.
همانطور که فشار را بالا و پایین میکرد، نشانگرهای گیج از یکدیگر بسیار بیشتر از ۰٫۲۵% در سراسر محدوده اندازهگیری منحرف میشوند.
به بیان ساده، عدم قطعیت ذاتی سنج ها از عدم قطعیتی که او می خواست فرستنده را به آن کالیبره کند، بیشتر بود.
در نتیجه، “استاندارد” کالیبراسیون او در واقع هنگام انجام کالیبراسیون روی او تغییر می کرد. اقدامات او مشابه تلاش برای نصب یک توپ با موقعیت ثابت برای اصابت مکرر به یک هدف متحرک بود.
درسی که در اینجا باید آموخت این است که همیشه اطمینان حاصل شود که استانداردهای مورد استفاده برای کالیبراسیون ابزارهای صنعتی به اندازه کافی دقیق هستند.
هیچ استاندارد کالیبراسیون کامل نیست، اما کمال چیزی نیست که ما نیاز داریم. هدف ما این است که به اندازه کافی دقیق باشیم که کالیبراسیون نهایی در محدوده های مشخص قابل اعتماد باشد.
در صورت هرگونه سوال و نظر با مجموعه پرگاران تماس حاصل فرمایید.
جهت کسب اطلاعات بیشتر اینجا کلیک کنید.
مطالب مرتبط

ارتباط سریال RS485
ارتباط سریال RS485 به چه صورت است؟
RS232، RS422، RS423 و RS485 روش های ارتباط سریالی برای ...
پرگاران
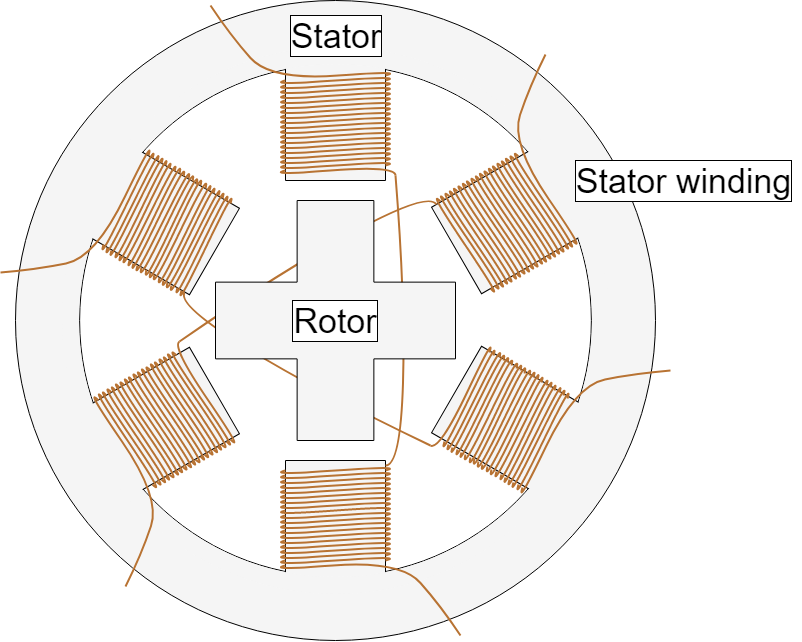
استپر موتور ( stepper motor ) و انواع و کاربرد آن
مبانی استپر موتور ( stepper motor )
استپر موتور ( stepper motor ) :در این مقاله به ...
پرگاران
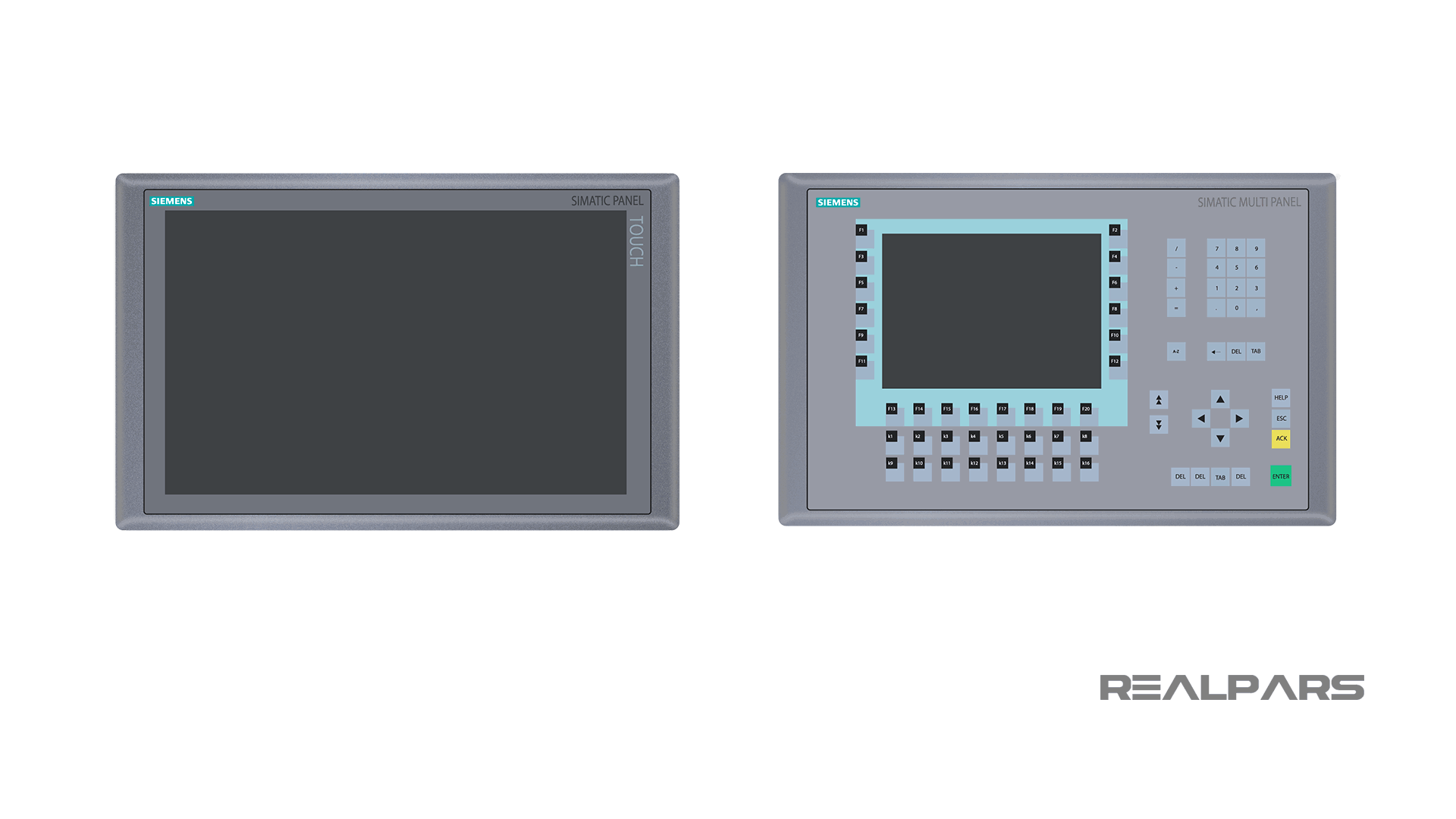
بهترین پنل HMI چیست؟
پنل HMI ابزار ارزشمندی است که توسط اپراتورها و مهندسان در سراسر جهان برای تجسم و نظارت ...